Подготовка поверхности изделия к нанесению покрытия
Правильный выбор метода и режима поверхностной обработки изделия в ряде случаев является определяющим для нанесения покрытий. Антибактериальные покрытия следует наносить после завершения всех операций по обработке изделия. При разработке конструкции изделия необходимо предусмотреть, чтобы отсутствовали острые грани, кромки.
Механическая обработка наиболее эффективна при использовании дробеструйной очистки (фракция металлического песка 0,3 0,8 мкм). При этом достигается оптимальная шероховатость поверхности (1 10 мкм) и удаляются различные загрязнения.
Обезжиривание изделий проводят органическими растворителями, щелочными растворами, моющими составами. Обезжиривание водными растворами можно проводить окунанием или распылением. После химической обработки поверхность изделия тщательно промывают горячей водой.
Жидкие композиции
Жидкие композиции наносят кистью и пульверизатором или методом окунания. Например. В подготовленную композицию окунают изделие или покрытие наносят на поверхность кистью. Если необходимо получить покрытие толщиной 100 .200 мкм, то композицию наносят на поверхность сразу после приготовления, а для получения более толстого слоя (300 .400 мкм) -через 4 ч после приготовления Наполнители и другие ингредиенты вводят в композицию после тщательного перемешивания пластификатора и отвердителя со смолой.
На эффективность процесса электроосаждения существенно влияют дисперсность и электрофизические свойства напыляемых полимеров, параметры электростатического поля и конструктивное оформление заряжающего устройства. Избирательная способность полимеров к электроосаждению в зависимости от дисперсности позволяет рекомендовать для практических целей размер частиц в интервале 75 .160 мкм.
При достаточно высокой степени наполнения вязкость композиции увеличивается, что дает возможность получать покрытия с толщиной 0,3 мм.
Вакуумные методы.
В вакууме возможно получение тонких металлических пленок в результате испарения металла с последующей его конденсацией на покрываемой поверхности (так называемой подложке). Например, серебрение. В ряде случаев вакуумное напыление является единственным методом получения тонких пленок. Этот метод значительно экономичнее других известных методов массового производства металлизированных изделий. При его использовании механическая обработка поверхностей покрытия минимальна. Способ металлизации в высоком вакууме обеспечивает покрытие пластмасс, фольги, бумаги, тканей тонким металлическим слоем и прочное сцепление его с основным материалом. В процессе металлизации изделие вращается вокруг испарителя и покрывается слоем металла. Специальные зажимные приспособления должны обеспечивать простое и надежное крепление изделий; приспособления не должны затемнять металлизируемую поверхность.
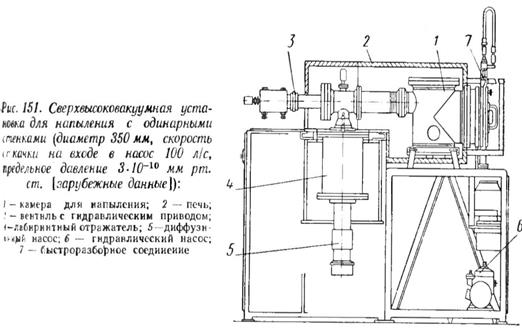
На рис. 4 показана сверхвысоковакуумная установка для напыления с одинарными стенками. Сверхвысокий вакуум создается двумя последовательно включенными паромасляными диффузионными насосами, которые соединены с камерой напыления через один лабиринтный отражатель. Установка прогревается надвигаемой печью. Диаметр камеры 350 мм, скорость откачки на входе в насос 100 л/с, предельное давление 3*10-10 мм рт. ст.
Управление установкой полностью автоматизировано. Если применяют установку с двойными стенками, то того же значения предельного давления можно достичь с одним диффузионным насосом, но в пространстве между стенками должен быть создан вакуум 10-5 - 10-6 мм рт. ст. (рис. 5). Здесь применены охлаждаемые жидким воздухом ловушка и змеевик внутри откачиваемого объема.
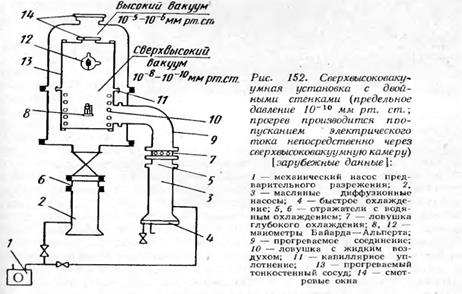
Ловушка служит в основном для улавливания водяного пара. Внутренняя оболочка прогревается пропускаемым через нее током, поэтому прогрев здесь занимает меньше времени, чем в установке с одинарными стенками. Предельное давление в установке достигает 10-10 мм рт. ст. Для достижения сверхвысокого вакуума требуется от 4 до 6 ч.